Cikkünk a mágnesezhető poros repedésvizsgálatok leggyakoribb hibás feltevéseit tárgyalja, és megoldásokat kínál ezeknek a félreértéseknek a leküzdésére.

10 félreértés a mágnesezhető poros repedésvizsgálatok kapcsán
A Magnaflux alapítói, Alfred V. de Forest és Foster B. Doane az 1930-as évek elején kifejlesztették a mágnesezhető poros repedésvizsgálati módszert, ami azóta is a roncsolásmentes anyagvizsgálatok egyik legfontosabb módszerének számít. Azonban hiába használják már generációk óta az NDT szakemberek, még mindig vannak félreértések és zavaros területek a témában.
Összeszedtük a 10 leggyakoribb téves elképzelést, amivel az elmúlt években találkoztunk.
1. tévhit: Minden fémen alkalmazható mágnesezhető poros repedésvizsgálat
Mi a vizsgálni kívánt alkatrészek összetétele? Fontos megvizsgálni, hogy mely fémek alkotják az alkatrészt, mert csak a vas, a nikkel és a kobalt mágnesezhető. A legtöbb ötvözetük és az acélok bizonyos formái is mágnesezhetők.
Becslések szerint az alumínium teszi ki jelenleg a repülőgépiparban használt anyagok 80%-át, mivel könnyű, erős, kiszámítható és olcsó. Ez az egyik leggyakoribb fém, amelyet mágnesezhető poros repedésvizsgálattal szeretnének vizsgálni, de nem mágnesezhető.
Ha valaha is kétségei támadnának afelől, hogy mi mágnesezhető és mi nem, akkor egy állandó mágnessel ellenőrizheti, hogy vonzza-e a munkadarabot.
2. tévhit: Nem kell cserélni a fürdőfolyadékot
Szennyeződés minden környezetben előfordul, nem számít, mennyire tiszta a munkatér és az alkatrészek. Akaratlanul is olajok, zsírok, homok, szennyeződések és egyéb szilárd anyagok kerülhetnek a fürdőbe a vizsgált alkatrésszel együtt.
Az olaj a vízfürdőben (vagy fordítva) elsődleges szempont, ami odafigyelést igényel. Ezek a nemkívánatos szennyezők ugyanis befolyásolhatják a vizsgálat eredményét és álcázhatják az indikációkat.
Vizsgálja meg a hordozóanyagot és a részecskéket a napi fürdőkoncentráció ellenőrzése során. Ha különbséget vél felfedezni a szín, rétegződés vagy sávosodás tekintetében, megállapítható a szennyeződés jelenléte. Ha van olyan sáv, amely fényesebben fluoreszkál, mint az anyag többi része, akkor túlzott mértékben vannak jelen a független fluoreszkáló pigmentek, és a fürdőt cserélni szükséges.
A fürdőfolyadék cseréje akkor szükséges, ha az idegen anyag mennyisége meghaladja a fürdőben jelen lévő szilárd anyagok 30% -át.

Szennyeződés a fürdőben
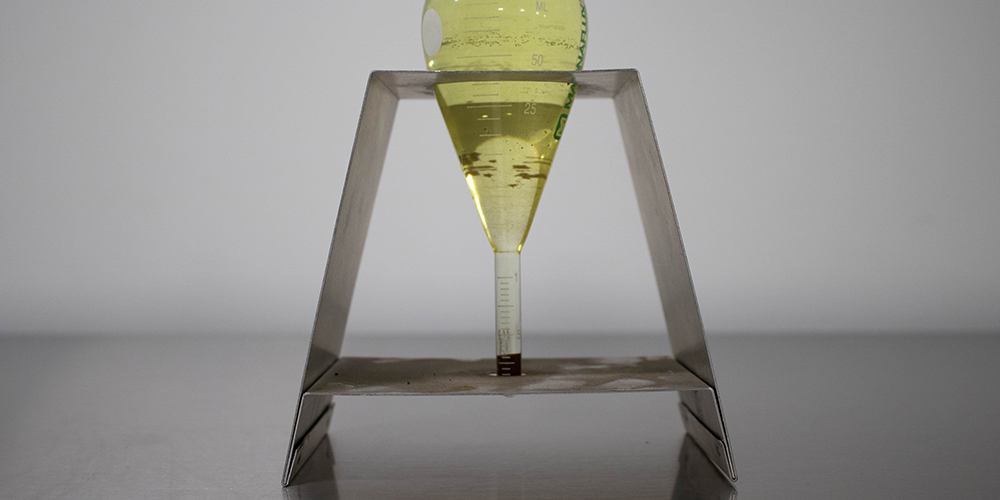
Tiszta fürdőfolyadék
3. tévhit: A nagyobb áramerősség mindig jobb
Több áram átvezetése az alkatrészen nem mindig a legjobb megoldás. Mivel, ha egy alkatrészt több amper ér, akkor az indikációk kevésbé lesznek láthatóak. Ez azért van, mert a fluoreszkáló részecskék nemcsak a fluxus szivárgásokhoz kezdenek el vonzódni, hanem az egész alkatrészhez. Ez olyan fényes hátteret hoz létre, amely elrejti az indikációkat, amelyeket a vizsgálószemélyek keresnek.
Nem szerencsés telíteni a mezőt és maszkolni a hibákat, mert éles kontrasztra van szükség az alkatrész hátteréhez képest ahhoz, hogy könnyen észrevehetők legyenek az indikációk.
Fontos, hogy MT III. szintű végzettséggel rendelkező kollégákkal dolgozzunk együtt az alkatrész-specifikus, pontos vizsgálati módszerek kidolgozásához.
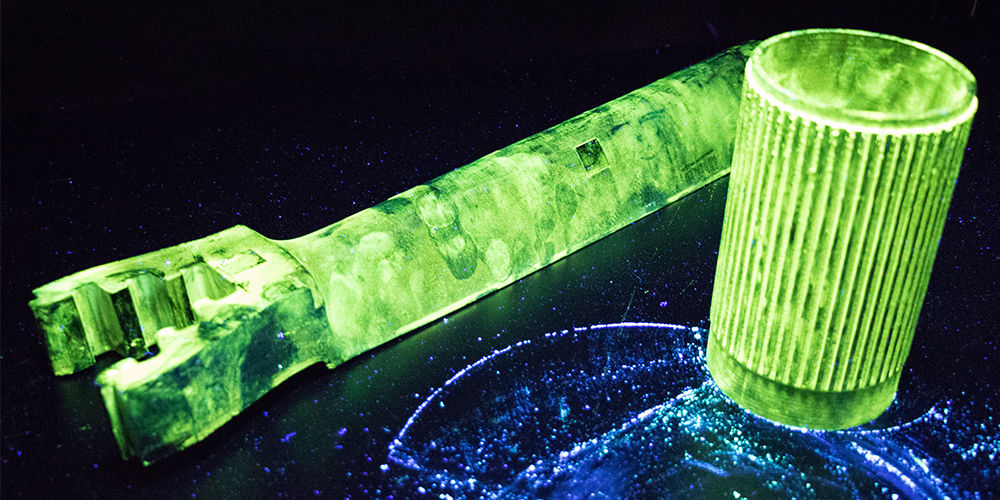
Túlzott áramerősségnek kitett alkatrészek magnetizálása
4. tévhit: Az összes anyag ugyanúgy mágneseződik
Ha az alkatrészek ugyanúgy néznek ki, de különböző anyagból készülnek, akkor nem ugyanazt a vizsgálati módszert igénylik. Ennek az az oka, hogy a különböző anyagok különböző permeabilitást és remanenciát mutatnak.
A permeabilitás (áteresztőképesség) befolyásolja, hogy a mágneses áram milyen könnyen halad át az alkatrészen, és hogyan vonzódnak a kis fluxus szivárgásokhoz. Az anyag remanenciája pedig azt befolyásolja, hogy az anyag mennyire tartja mágneses mezőjét.
Annak érdekében, hogy az alkatrészeket megfelelően vizsgáljuk, ellenőrizzük duplán az anyagát, és ne feltételezzük, hogy ugyanazt a technikát alkalmazhatjuk a hasonló megjelenésű alkatrészekre.
5. tévhit: Az alkatrész tisztítása nem szükséges
A vizsgálatot megelőzően az alkatrész tisztítása nagyon fontos annak érdekében, hogy a hiba felderítésének valószínűsége a lehető legnagyobb legyen. Ha megfelelően megtisztítjuk az alkatrészt, az csökkenti a fürdőbe vitt szennyeződés mennyiségét, és növeli az indikációk láthatóságát az alkatrészen.
Használjon tisztítófolyadékot vagy lemosót az alkatrészek előkészítéséhez, mielőtt a vizsgáló területre kerülnének. Ez nem csak a vizsgálatok minőségét fogja javítani, de megnövelheti a fürdőfolyadék cseréi között eltelt időtartamot is.
6. tévhit: Mágnezeshetünk a bevonatokon keresztül
Az ASTM E709-15 szabvány szerint "Az olyan vékony, nem vezető bevonatok, mint például az 1 vagy 2 mil (0,02-0,05 mm) vastagságú festékek, általában nem befolyásolják az indikációk kialakulását, de mindenhonnan el kell távolítani őket, ahol elektromos érintkezés történik közvetlen mágnesezés célzattal".
A vezető bevonatok maszkolhatják is az anyagfolytonossági hibákat, ezért be kell bizonyítani, hogy az elfogadhatatlan hibák a bevonaton keresztül is észlelhetők.
7. tévhit: Mindig két gerjesztést kell elvégezni
Ha repedéseket keresünk hosszanti, illetve keresztirányban is, a legtöbb berendezés két mágneses gerjesztést igényel. Ez azért van, mert az egyes gerjesztések által keltett mágneses mezők hatással lesznek egymásra, ami az egyik irányban kitörölheti a jelzéseket.
Megoldás lehet, ha úgy döntünk, hogy egyszerre csak egy irányban keresünk repedést (ez egy tanúsított MT III. szintű szakember által meghatározott vizsgálati specifikáció), de ez függ a munkadarab geometriájától és a tervezett alkalmazástól is.
A két gerjesztés alkalmazásának elkerülésére használhatunk egy többirányú mágnespadot. Ezek a padok többfázisú áramkörökkel rendelkeznek, ami lehetővé teszi a mágneses tér mindkét irányának alkalmazását egyidejűleg anélkül, hogy befolyásolnák egymást.
Ha nagy volumenben és mindkét irányban szükséges vizsgálni a repedéseket, akkor a többirányú nedves mágnespad alkalmazása a legjobb megoldás. A munka egy gerjesztéssel és UV lámpás ellenőrzés mellett elvégezhető.
8. tévhit: A rendszer teljesítményének napi ellenőrzése nem döntő jelentőségű
Van oka annak, hogy az ASTM és a NADCAP szabványok előírják a minőség-ellenőrzések elvégzését és rögzítését.
Hiszen a napi ellenőrzések elengedhetetlenek a fürdő és a berendezés megfelelő állapotban tartásához. A vizsgálószemélynek naponta vagy minden műszakban meg kell vizsgálnia bizonyos kritériumokat, például a fürdő koncentrációját és az UV-lámpa intenzitását. Ezek mellett természetesen számos más jellegű minőségellenőrzés is történik, például a környezeti fehér fény esetében, amely nagy szerepet játszhat a vizsgálószemély indikáció-észlelési képességét tekintve.
A napi ellenőrzések hosszútávon időt és pénzt takarítanak meg. Vannak olyan esetek, amikor egy teljes nap munkája kárba vész, és az alkatrészeket újra kell vizsgálni, mert a gépet nem megfelelően kalibrálták, és semmit sem mágnesezett.
9. tévhit: Részecskék hozzáadása megkönnyíti az indikációk kimutatását
A több részecske használata nem egyenesen arányos a jobb kimutathatósággal.
Túl sok részecske hozzáadása a fürdőhöz túlságosan nagy koncentrációt eredményez, és a felesleges háttér miatt a vizsgálószemély elveszíti a kis hibák észlelésének képességét.
Jobb lecserélni az egész fürdőt, és lassan hozzáadni a részecskéket a megfelelő koncentráció eléréséig.
10. tévhit: A többirányban gerjesztő mágneses egységek mindig jobbak
Ha csak néhány alkatrészt szükséges vizsgálni, akkor nem érdemes időt fecsérelni a berendezés többirányú gerjesztésre való bekalibrálására, mivel az MD egység csak akkor csökkenti felére a vizsgálati időt, ha nagy mennyiségű alkatrészt ellenőriznek ugyanazon vizsgálati módszerrel.
Kisebb mennyiségű, bonyolult alakú alkatrészek esetén jobb, ha egy standard mágnesezhető poros vizsgálóegységet választ, és kétszeres gerjesztést alkalmaz.
/Forrás: Richard Ridenour, nemzetközi sales manager, MT III. szintű szakember és Wyatt Burns innovációs specialista
https://www.magnaflux.com/Magnaflux/Resources/Blog/10-MPI-Misunderstandings
Kérdés, érdeklődés esetén keressen bizalommal:
Szilágyi Gergely
szakterületi üzletkötő – roncsolásmentes anyagvizsgálatok
06 1 420 5883 vagy info@grimas.hu
Termékek
Roncsolásmentes Avi.
Roncsolásos Avi.
Speciális Avi.
Elérhetőségek
Irodai cím:
1214 Budapest, Puli sétány 2-4.
Telefonszám:
+36 1 420-5883
Email:
info@grimas.hu
Nyitvatartás:
Hétköznap: 7:30 - 16:00
Copyright 2023 | GRIMAS Ipari Kereskedelmi Kft. © Minden jog fenntartva.